 返回
返回 首页
首页 导航
导航通信模具深度透视
2025-05-13
在手机与基站纷纷跨入毫米波时代的今天,一副通信模具究竟蕴藏了怎样的技术密度,才足以守护讯号的高速与稳定?
一、产业坐标:通信模具为何独树一帜
通信器件对高频特性、尺寸一致性和散热效率的要求远超一般塑件。模具既要兼顾介电常数、插损、热膨胀,又要满足批量复制的经济性,成为链接材料科学与网络性能的关键节点。
二、场景切入:从天线罩到光模块外壳
5G/6G 天线罩:需保持波透过率与机械强度的平衡。
高速连接器绝缘件:微细针孔排列,公差控制到 ±0.01 mm。
光模块外壳:屏蔽腔体与塑料导光件需一次成型,避免多道装配误差。
路由器壳体:复杂散热鳍片与装饰纹理共存,对模具排气、冷却提出挑战。
三、材料协奏:特殊树脂的“脾气”
LCP(液晶聚合物):低介电、耐高温,但熔体流动快,要求浇口精准控温。
PPS/PPA:尺寸稳定、耐湿热,适合射频结构件;模具需选用硬质钢并镀镍防腐。
EMI 屏蔽粉料复合物:金属粉含量高,磨蚀性强,冷却不均易产生翘曲。

四、设计拆解:毫米级体积里的微米级思考
分割面布局——巧用阶梯分型,隐藏夹线,兼顾信号完整性。
流道网络——多点平衡浇注,搭配阀针顺序启闭,避免流痕与焊接线。
散热水路——在超薄壁面上嵌入 3D 斜管,缩短周期并抑制收缩差。
镶件模块化——高磨损区快换设计,停线即可更换,不影响主模寿命。
五、加工实录:精雕细琢的工艺矩阵
高速石墨电极放电:深沟细肋镜面一次到位。
五轴联动精铣:复杂双曲面天线罩,刀具步距控制在 0.02 mm 以内。
慢走丝分割:保证镶件与主模配合面平面度 < 2 μm。
超声抛光+化学抛光:实现光模块镜面反射级别 Ra 0.02 μm。
六、成型调参:工艺窗口的“黄金区间”
熔体温度:LCP 常设 300 °C 左右,稍低即充填不足,稍高则纤维降解。
保压曲线:采用两段或三段阶梯式,既压实栅格亦抑制翘曲。
模腔真空排气:先抽后注,防止气穴影响高频损耗。
在线监测:压力、温度曲线与实际件件号一一绑定,形成可追溯档案。
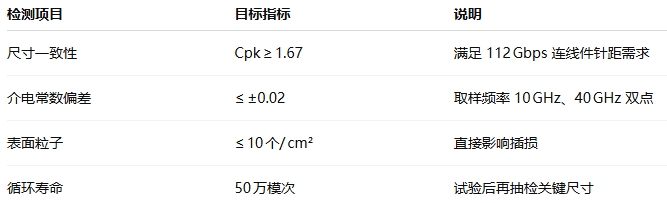
七、品质闭环:量化到每一次脉冲
八、绿色智造:低碳与高精并行
增材嵌件水路:3D 打印 conformal cooling,能耗降 15%。
刀路优化算法:缩短主轴空行程,降低刀具磨耗与碳排放。
再生树脂试点:部分室内 CPE 天线罩改用可回收 PC/ABS 合金,配套模具镀层升级以抵抗低分子挥发。
九、供应版图:跨区域协同的新格局
中国长三角、高雄、马来槟城等地分别形成射频行业模具集群,配合欧美日系统厂商做全球 24 小时交接。数字平台实时同步模型、参数与出货节拍,缩短跨国项目周转 30% 以上。
十、前瞻坐标:毫米波之后的机会
玻璃陶瓷共注:突破 100 GHz 封装壁垒。
金属–塑料异化一体成型:兼顾屏蔽与轻量,预计 3 年内商业化。
智能模具芯片:在模仁内嵌感测片,实时捕捉热场、应力,预测性保养。
通信模具是一场跨学科的大合奏:材料的分子排列、机械刀路的微米跳跃、热传导的秒级波动与射频测试的纳秒响应,环环相扣。谁能运筹精度、成本与速度的三角平衡,谁就能在信息洪流中掌握节拍。
上一篇:解析ABS塑胶模具的特性与工艺
下一篇:塑胶模具厂的设备种类有哪些?
推荐阅读
- 计算机外壳模具,如何定义电脑硬件的外在形态?
- 塑胶开模工艺全攻略
- 金属探测器外壳模具解析
- 塑胶模具在现代制造业中的核心作用是什么?
- 电器塑胶模具
- 塑胶开模究竟有哪些关键步骤和注意事项?
- 塑胶模具怎么报价?
- 塑胶模具厂家怎么选?一文看懂选型、实力与行业全貌
- 解析ABS塑胶模具的特性与工艺
- 通信模具深度透视
- 塑胶模具厂的设备种类有哪些?
- 塑胶模具厂如何提升产品质量?
- 注塑模具加工时,产品收缩痕该如何避免呢?
- 塑胶开模的技术要求有哪些?
- 塑胶模具,真的只是一个工业零件吗?
- 塑胶模具究竟如何影响塑胶制品的质量与效率?
- 塑胶开模的基本原理与流程
- 塑胶模具加工:如何通过精密制造实现高效生产与质量保证?
- 注塑模具常见缺陷及其调整方法?
- 注塑模具加工时,产品收缩痕该如何避免呢?