 返回
返回 首页
首页 导航
导航塑胶模具进胶点优化,将会解决了产品存在的常规问题
2023-03-30
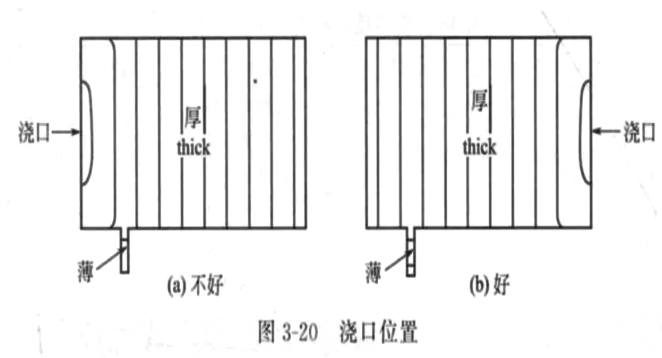
如图所示:
进胶点应该从肉厚的区域向肉薄的区域进胶,这样的话将肉厚的区域充填完成后,自动充填肉薄的区域,
如果进胶点从肉薄的一侧进胶,当充填完成肉厚的区域,而厚肉与肉薄相交互的胶将会冷却掉,造成肉薄的区域无法充填。
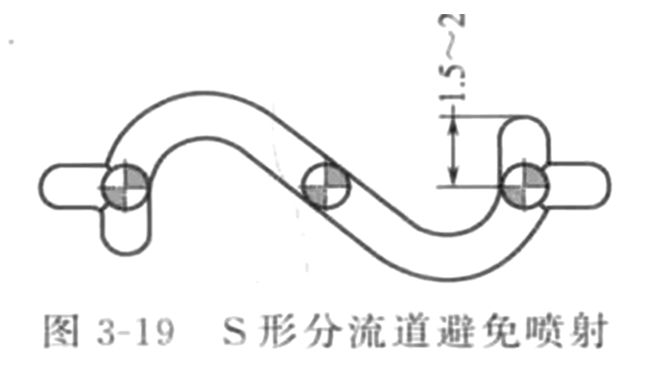
如图所示:
S型流道进胶,有效解决了进胶点流痕的问题,而且已避免了进胶口附近产生喷射纹的现象。
特别是PMMA、PS、PC料进胶时,一定要采用型流道进胶,有效防止进胶口附近气纹或料花的问题。
如图所示,弯管形状的产品,需要从弯管侧面进胶,有效解决了进胶阻力的问题,并且有效解决了注射压力的分解,型芯没有产生偏移,整体的注塑肉厚也比较均匀。
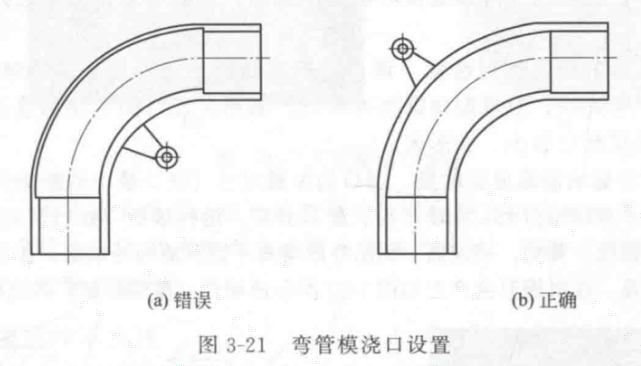
如图所示:
当塑料的流长比接近L5的情况下,如果从侧进胶时,会造成产品末端压力损失效大,保压压力无法均匀,会造成产品收缩不匀所影起的变形,建议还是从中心进胶,让材料充填均匀,压力也损失最小。
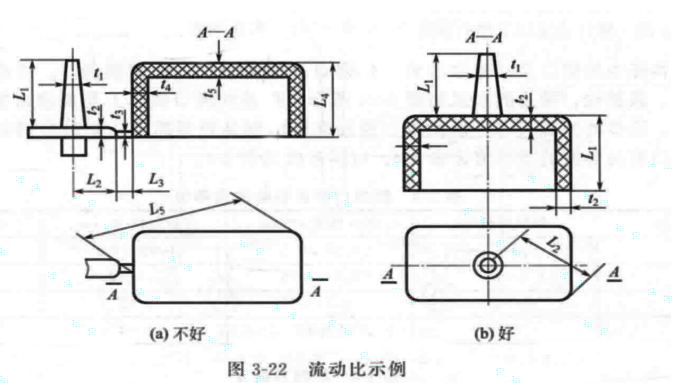
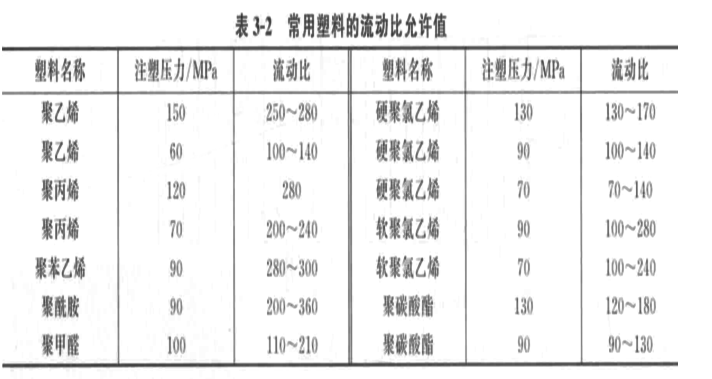
如图所示:
常用塑料的流动比值:
推荐阅读
- 开一套塑料模具要花多少钱?
- 塑胶开模有哪些关键环节与注意事项?
- 塑胶开模从试模到量产的常见问题与解决方案
- 排水管道塑胶模具的应用与制造解析
- 计算机外壳模具,如何定义电脑硬件的外在形态?
- 塑胶开模工艺全攻略
- 金属探测器外壳模具解析
- 塑胶模具在现代制造业中的核心作用是什么?
- 电器塑胶模具
- 塑胶开模究竟有哪些关键步骤和注意事项?
- 塑胶模具怎么报价?
- 塑胶模具厂家怎么选?一文看懂选型、实力与行业全貌
- 解析ABS塑胶模具的特性与工艺
- 通信模具深度透视
- 塑胶模具厂的设备种类有哪些?
- 塑胶模具厂如何提升产品质量?
- 注塑模具加工时,产品收缩痕该如何避免呢?
- 塑胶开模的技术要求有哪些?
- 塑胶模具,真的只是一个工业零件吗?
- 塑胶模具究竟如何影响塑胶制品的质量与效率?